自己给电驴组装一个电池包
背景
家里有一辆绿源的电驴,用的是铅酸蓄电池,现在电池老化了,打算换电池。其实现在用着的这组电池已经是换过的,虽然是自己从网上买的全新厂货,而且加了铅酸电池使用的 BMS(看起来像是被动均衡的 BMS),但也只撑了两年半就不行了。原厂的电池也是铅酸电池,之前换电池的时候就已经考虑换成锂离子电池,但拆开之后发现电池仓是不规则的,分成了两层,市面上现成的电池包不好放进去,于是只好作罢,继续用铅酸电池。
但正如前面所说,12V 铅酸电池实在是太不耐用了,虽然说有 BMS 的加持,但也只能保证电池之间是均衡的。12V 铅酸电池内部其实是由 6 个原电池串联而成的,每个原电池电压 2V,串联之后电压正好 12V。正因为如此,铅酸电池内部的原电池是无法进行均衡的,用久了之后原电池之间的差距仍然会变大,最终影响整个电池的内阻和可用容量。
这次痛定思痛,决定下血本自己组装锂离子电池,再加上针对单体的 BMS,力争实现车坏了电池还没坏的目标。
准备工作
一般自己组装的锂离子电池包,都是使用单体电池,然后用镍片点焊进行连接,接着引出总电源线,最后进行封装。那么,我们需要准备的东西就有:电池单体、点焊机、镍带、BMS、焊接工具、青稞纸、聚酰亚胺胶带、环氧树脂板、704 硅橡胶、电池支架。这些东西都可以在某宝上买到,大头是电池和点焊机,其他的东西都不贵,每样也就几块到十几块钱。
电池
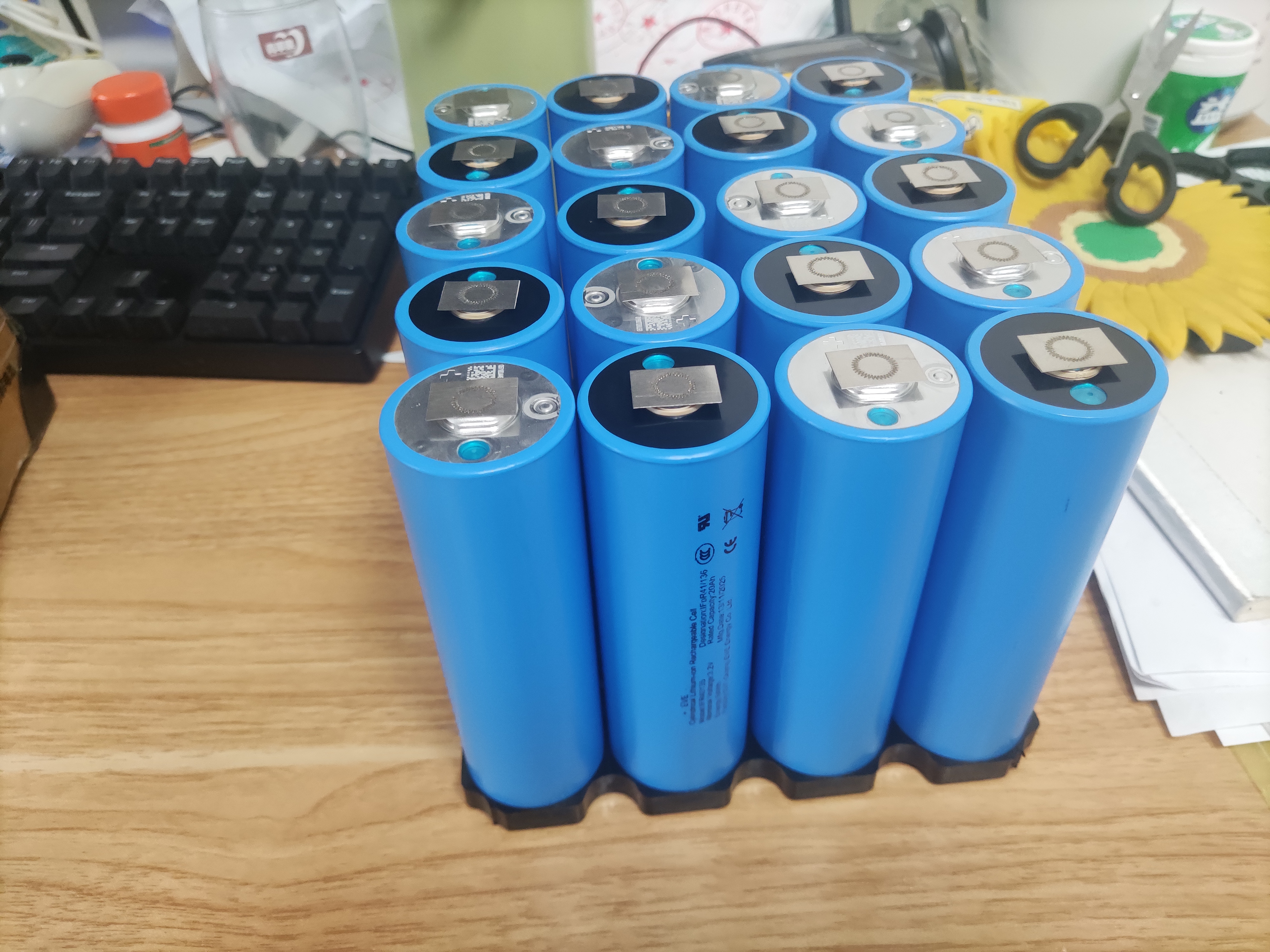
电驴原来是 60V20Ah 的电池组,那我们也尽量组装 60V20Ah 的电池组,当然如果能组装更大的电池就更好。记得之前说过吗,这个电驴的电池仓分成了上下两层,上层放三块铅酸电池,下层放两块铅酸电池,所以其实我们能用的空间只有上层的相当于三个铅酸电池大小的空间。在淘宝上疯狂搜索了一番并经过一堆计算之后,最后决定用亿纬的 C40 圆柱形磷酸铁锂电池,单体尺寸 40.5mm×135mm,容量 20Ah,搞它 20 颗,正好能塞进去。其实挺想用另一个 C33 规格的 15Ah 的电池,用 40 颗组装 30Ah 的电池包,但计算下来发现组装出来的电池包比电池仓大了一点点,塞不进去,可惜了。
电池支架
选定电池之后,还要买一个电池支架,也是淘宝上十块钱左右搞定。对这种大单体来说,强烈建议使用支架,否则组装的时候会很痛苦的,有支架支撑的话操作就方便很多,而且日后使用时各个单体也有独立的支撑,震动影响应该会小一点。
点焊机
点焊机这个东西倒是很有趣,在淘宝上搜索的时候,看到主流的产品基本上都是一百多块钱,然后声称能焊接 0.2mm 的镍带。买的时候我还担心功率不够焊不动 0.2mm 的镍带,于是保守起见买了 0.15mm*10mm 的镍带。点焊机到货之后,我直接使用最高档位测试,结果啪的一下,镍带直接给焊穿孔了。经过测试之后,发现用 1/3 的功率点焊其实效果最好。所以点焊机这个东西,基本上不用担心功率不够用,对于焊接电池组镍片来说,主流的一百多块钱的点焊机足够了(我现在甚至怀疑七八十块的点焊机都行)。
BMS
我用了一个旧的极空 20 串 BMS。这种 BMS 的好处是支持蓝牙连接,可以随时查看数据,可以设定各种充放电参数,对于自己组装电池包来说非常实用。
开始组装
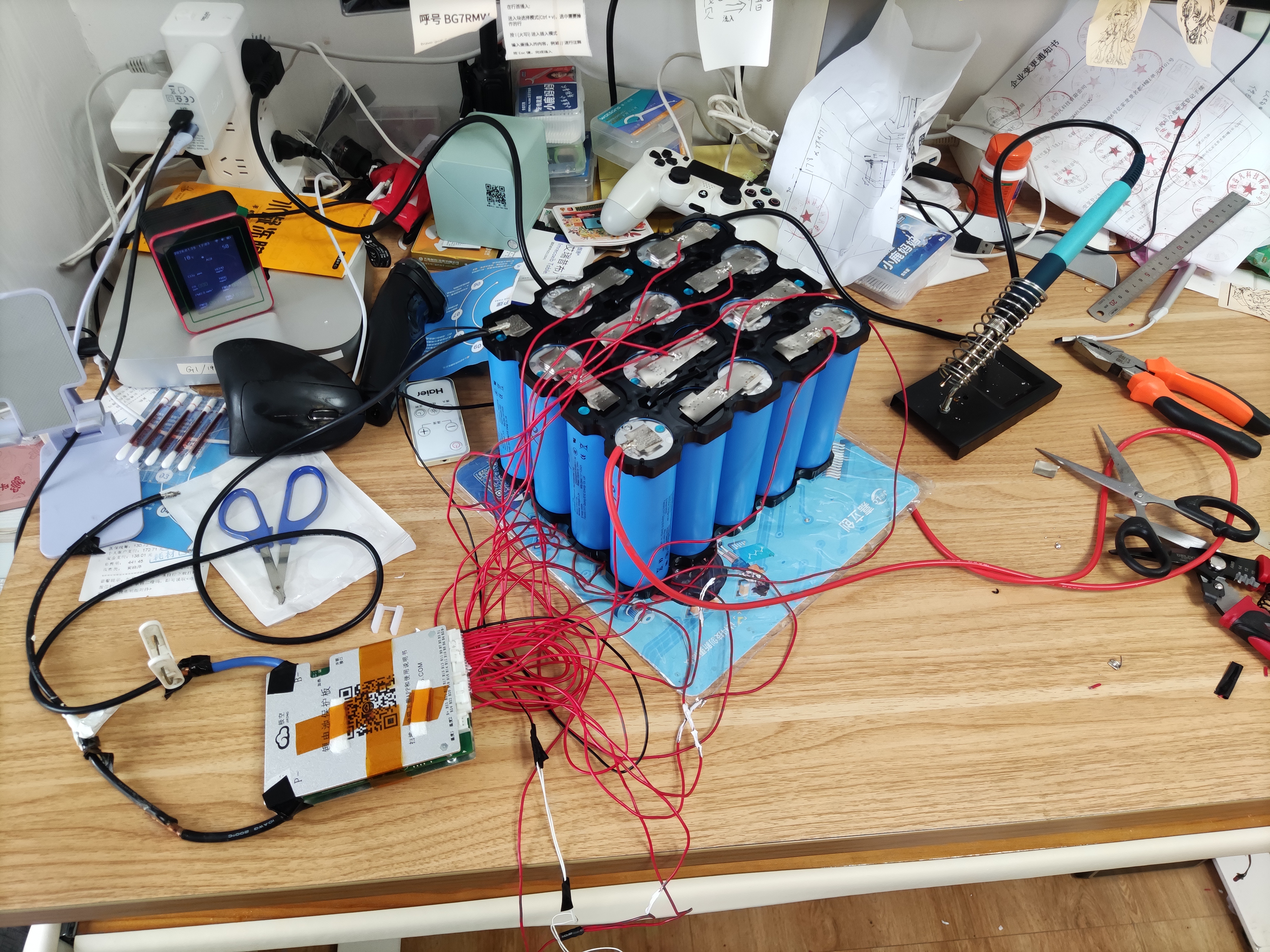
装上支架
组装的过程比选择材料简单多了。首先规划好线路走向,然后把电池依次装进电池支架,完全装好之后,用力一压,电池包就已经很稳了,不用额外的固定也不会散掉。当然最后我们还是要上固定的,毕竟支架只是给一个基础的支撑,不能指望它给到结构性的支撑。
单体焊接
接着就开始焊接,首先把镍片焊接上去,用剪刀剪好长度差不多的镍片,一片一片点焊上去即可。点焊机真是好东西,比焊锡速度快,也更稳。这个过程需要注意的一点就是要小心,拿稳镍片,别掉到电池上搞短路了。另外有一个小小的提示就是,尽量穿长袖并且戴手套,进入工作状态的时候难保不会不小心手臂或者手指同时碰到两个距离比较远的电池,这电压最大可有 70V,足够让你酥酥麻麻了。

焊接 BMS
点焊完成之后,就开始焊接 BMS 的均衡线。这一步其实是最麻烦的,我选择了焊锡的方式进行焊接,但镍带上锡困难,我也没有不锈钢助焊剂之类的东西,最后花了不少时间才把 20 个焊点都焊好,而且焊点上的焊锡量巨大。但不管怎么说,总算是焊好了。其实这里可能有另一个更简单的方法,用一条镍片,在中间剪两个小口,然后一头冷压均衡线,另一边直接点焊上去,这样应该稳固又方便。我之所以没有使用这个方法,是因为这样手工做出来的冷压头会比较厚,焊上去之后会增加电池包的体积,而现在电池包的体积对电池仓来说已经很极限了,稳妥起见还是决定老老实实焊锡。
密封
接下来给 BMS 上电,一次通过,那就可以开始密封了。密封操作其实有一些坑,之前买了一个成品的电池包,就是因为卖家没有做好密封工作,电池包内部出现了凝结水,导致镍片生锈,最后整个电池包都报废了。因为体积的问题,淘宝上没有尺寸比较合适的热缩膜,尺寸足够大的热缩膜又太贵(1米起售,但我只要30cm就够了),于是我这次就不用热缩膜了,直接用环氧树脂板。将环氧树脂板裁剪成对应的大小,直接把整个电池包包裹起来,先用聚酰亚胺胶带初步固定,然后用硅橡胶把缝隙都打上胶,完全密封起来。其实这里应该使用青稞纸固定的,机械强度更好,但聚酰亚胺胶带用起来更方便,而且是半透明的方便观察胶带下硅橡胶的填充情况,于是我就直接用聚酰亚胺胶带了。因为电池支架的存在,其实封装好之后的电池包还是比较稳固的。
密封操作这里的坑,其实就是要控制电池包内部的湿度。如果湿度太高,日后气温变化的时候,内部就会出现冷凝水。我在密封的时候,往里面丢了几包食品干燥剂,希望密封之后内部的湿度能够降下来。正常来说,我应该开着空调的除湿功能,把室内湿度降下来之后再进行密封,以确保内部湿度足够低。但我封装的时候忘了这点,只能寄希望于干燥剂足够强大了。
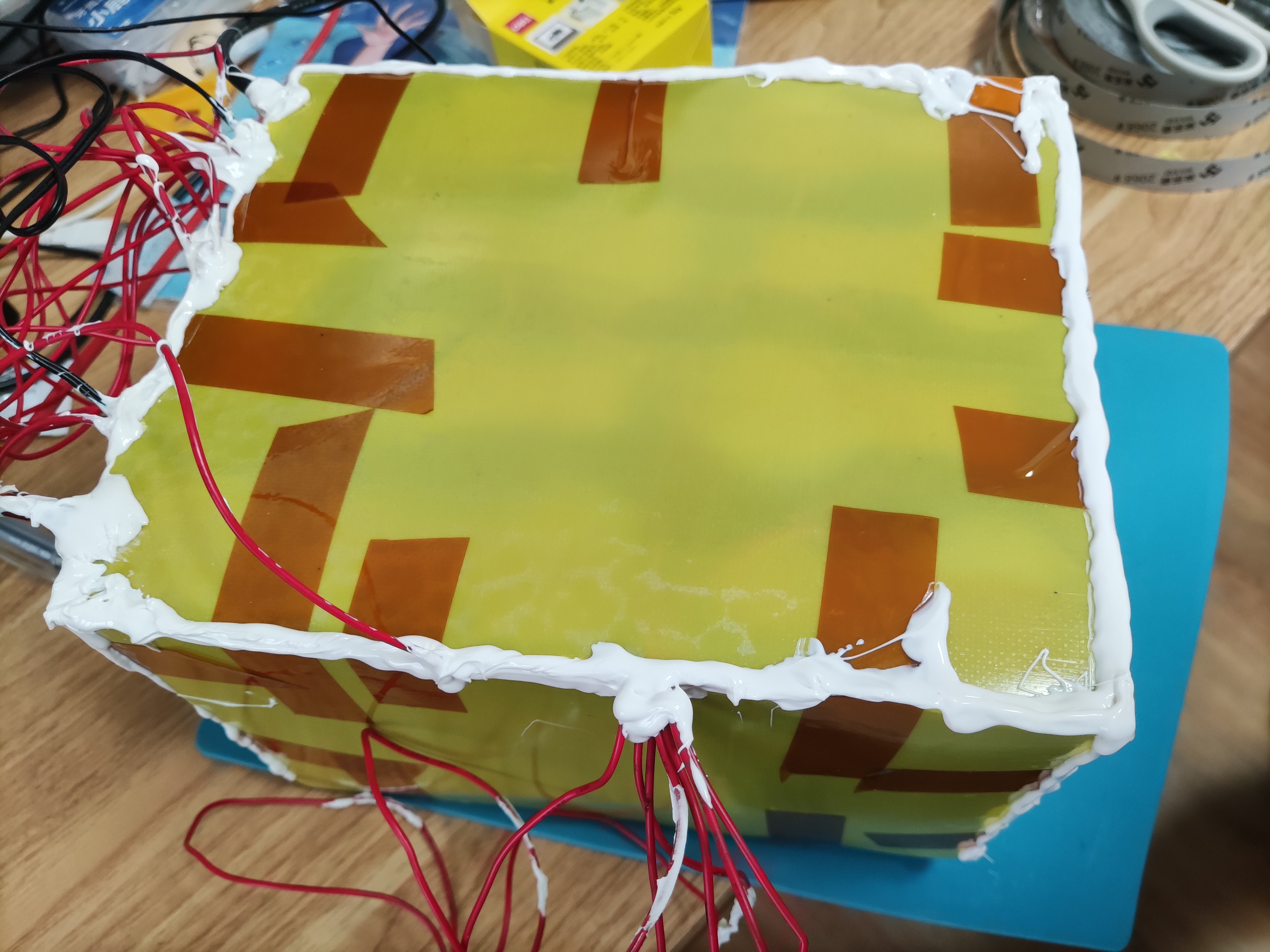
第一层环氧树脂板封装做好之后,再来做一次二次封装,家里正好有那种自封口的收纳袋,我就直接拿来用了,第二层密封要求并不是很高,主要是尽量把电池包和外界隔离开来,尽量阻挡灰尘,免得用久了之后 BMS 上都是灰。要知道电池仓是完全开放的,而且接近地面,那环境可是非常恶劣。

BMS 设置
磷酸铁锂电池的标称电压是 3.2V,电压平台比较平缓。为了保护电池,我希望尽量使用 20%~80% 的 SOC 区间,查阅一番资料之后,把过充保护/恢复电压设置在 3.380V/3.350V,过放保护/恢复电压设置在 3.100V/3.200V,这个电压设置应该是比较保守的,能够最大程度地优化循环寿命。
3.380 的过充保护电压,可以保证 SOC 在 80%~90% 左右,而 3.10 的过放保护电压,可以保证 SOC 不低于 10%~20%。这非常有利于延长电池循环寿命。亿纬这个 C40 单体电池标称循环次数是 4000 次,按照这样设置之后,循环次数应该可以达到 6000 次。按照我的使用频率,平均每天不会超过 0.5 次循环,这算下来就可以开 12000 天,35 年不用换电池,太恐怖了。回头车子报废了,电池包还可以拆下来做光伏储能。
改装一下充电器
淘宝上买的充电器,电压基本上都是 68.7V 和 71.4V 的,但前者太低,没法给电池充满,而后者电压太高,充电后期电流太大,不妥。有没有什么办法微调电压呢?当然是有的!这就不得不说二极管降压大法了。一个二极管的压降大概有 0.7V,那串联两个二极管就是 1.4V,这就可以把 71.4V 的电压降到 70.0V 了,完美符合我们的电压需求。
二极管非常便宜,运费都比管子贵,淘宝上买了两个 20A10 的二极管,最大电流 20A,对于我们 3A 的充电电流来说绰绰有余。把二极管串联到充电器的输出线上,测一下电压,完美,搞定。
当然二极管的降压并不是十全十美的,在电流大的时候,压降也会略微变大,可以超过 1V,不过这对我们来说反而是一个可利用的特性(这是 feature 而非 bug [doge])——如果充电电流变大,那么压降就会上升,反过来限制充电电流继续变大,这是一个不错的负反馈调节。
测试和踩坑
虚焊、断电了
把电池包换上去之后,直接开始测试。由于安装前已经提前给电池包充满电了,装上去之后就不用再充电,直接可以开始行车测试。开着电驴在周边转了一圈,测试了陡坡急加速、急减速,动力输出和动能回收都挺正常的,没啥问题,就这样,开光成功……了吗?
从第一次测试来看,是成功了。但工程问题就是各种坑。继续开了一段时间之后,发现似乎会出现掉动力的情况,具体表现是经过颠簸路面的时候会突然断电一两秒,然后立刻恢复。由于开着车,没法看 BMS 数据,当时我认为这可能是触发过放保护了,没有太在意,也没有去深究,就这样把这个问题放过去了,并宣告测试成功。
但问题是不可能自己消失的,继续开了几天之后,这个掉电问题越来越频繁,甚至在满电状态下也会掉电,最后甚至掉电个几分钟,完全无法行驶。这让我不得不去重视 BMS 上早就出现的“均衡线电阻异常”报警。这个报警在之前测试的时候就出现过了,但我没有重视,现在仔细思考一下,结合之前一经过颠簸路面就掉电的表现,这极有可能是均衡线虚焊了。
没办法,虽然麻烦,但只能拆包。一番折腾之后,果然发现 2 号电池的均衡线虚焊了,整个焊点完全就是飘着的,因为有聚酰亚胺胶带覆盖着,所以是处于一个松松垮垮的连接状态。这个 BMS 的逻辑是,只要发现均衡线异常,就切断输出,这就解释了为什么一过颠簸路面就容易掉电。
再次焊接,并加固
把 2 号均衡线重新焊上之后,又逐个检查了其他焊点,其他焊点倒是挺稳固的,看来应该是当初焊接的时候没有注意检查,才导致这个虚焊的焊点没有被发现,毕竟理论上来说,我们是有电池支架的,焊点这个位置不怎么会受到机械冲击或拉扯,不应该这么容易脱焊才对。但工程问题就是各种坑的组合,为了增强安全性,我把所有的焊点都用剩下的硅橡胶覆盖加固了一下,这样就算受到机械冲击或拉扯,也没那么容易脱焊了。
然后就是重新组装电池包并重新装回电驴。然后重新测试。

山路测试
吸取上次开光测试的经验,这次测试就不局限于周围转一小圈了,同时为了测试电池的实际可用续航,我决定来一次远距离测试,并附加山路路况。
路线设计是从家里出发,经过 5km 左右的城市道路之后,进入山路,海拔爬升 300+m。在使用电量超过 8Ah,也就是一半电量的时候返航。由于前半段是海拔提升的路段,返航点定为一半容量并不会有什么问题,毕竟返航起点肯定是在高海拔的位置,去程的耗电量肯定大于回程的耗电量,不用担心续航不足。
去程的城市道路是满电状态,完全没有什么问题,经过颠簸路面也没有出现断电的情况。测试顺利来到山路,山高路陡,基本上都是全油门状态在爬坡,爬了大概一半的时候,首次出现了动力丢失的情况。这个情况是预料之中的,我偷瞄了一眼 BMS,这就是触发单体过放保护了。因为电池极化效应的存在,以及主动均衡的辛勤工作,单体电压一两秒后就回升到了恢复电压,动力恢复。接着又跑了没几百米,在一个陡坡上又丢失动力了,还是持续了一两秒就恢复了,这也是因为又触发了过放保护。
接下来,为了避免再次出现过放保护,我不再长时间全油门行驶了,轻微放松了一点油门,之后到达返航点的时候,就再也没有出现过动力丢失的情况了。

到达返航点时,正好用了一半电量,海拔 485m,相对于家里面的海拔高出了 350+m。
返航过程一切顺利,下坡时动能回收一直在工作,最大回收功率可以达到 5A,也就是 300+w。整个返程过程中,我没有再刻意控制油门,丢动力情况也没有再次出现,看来电池的素质还是非常好的。回到家,根据里程计算了一下耗电量,大约是将近 0.3Ah/km,考虑到有一部分爬坡路段,实际城市道路的耗电水平应该是 0.3Ah/km 左右。对于我 12Ah 的可用电量,那就是 36km 的续航里程,够用了够用了。
各种工程坑的总结
目前已经过去了一个月,电驴工作得好好的,没有再出现任何问题,锂离子电池换装顺利完成。
最后就总结一下各种工程上的坑,让后来者可以提前避开。
注意电池包内部凝结水。 封装电池包的时候尽量降低环境湿度,并在电池包内部投入一些干燥剂,以控制内部湿度。如果封装的时候内部湿度太大,而又没有任何干燥措施,日后气温变化时电池包内部很有可能出现冷凝水,导致镍片生锈,最后断路。
704 硅橡胶要使用电子密封类的。 704硅橡胶也有两种,一种是酸性的,酸性的硅橡胶不能用于电池包密封,否则会腐蚀金属,这种酸性的硅橡胶凝固的时候会有醋酸味。我们要使用电子密封类的硅橡胶,淘宝上搜电子密封胶即可,这类硅橡胶是中性的,不会腐蚀金属元件,凝固的时候气味类似酒精。
要检查均衡线焊点并加固。 我使用硅橡胶加固了一下焊点,似乎还没有人这么做过,长期使用下来不知道效果如何。总之从感觉上来看,这样子做应该没什么问题,而且应该也有固定的效果。用镍片冷压然后点焊上去应该是更好的做法,如果电池包空间足够的话,可以尝试一下这种方法。
尽量双层密封。 单层密封谁知道什么地方会不会有漏电,或者在长期使用中失效。双层密封就多了一层保险,更稳妥。比如像我这样,在电池包外部用密封袋再简单密封了一层。
强烈推荐使用电池支架。 电池支架能提供基础的支撑,之后的封装会容易很多。支架还能隔开各个电池单体,散热更好,同时避免电池相互接触,省去用青稞纸做预防性绝缘的工作。一套支架也就十几块钱,完全值得。
做好整体减震。 电池包安装到车上的时候,务必在底部以及前后左右加上减震,用海绵或者什么废弃橡胶之类的都可以。震动是机械结构的大敌,对焊点来说也是一样的。
多说几句
其实我对现在的电驴厂商是很不满意的,明明有更先进的锂离子电池技术,他们不用,非要用落后的铅酸电池。你一辆车都卖到两三千块钱了,把铅酸电池换成锂离子电池也就多几百的成本,这一点成本换来的是更长的电池寿命(甚至可以做到终身免更换),消费者肯定愿意买单。
厂商为什么不愿意用锂离子电池?对于厂商来说,他们可以说锂离子电池不安全,容易起火,但实际上这完全不是问题,通过合理的设计,锂离子电池的起火风险完全可以控制在合理风险以内。这么说吧,四个轮子的车都敢用锂离子电池,你一个电驴居然不敢用?要知道电驴逃生可比四轮车逃生简单多了。而且电池容量更小,烧起来根本成不了什么大气候。
根本的原因可能还是为了维护经销商利益。如果使用铅酸电池,由于铅酸电池本身的特性,电量不足时动力并不会立刻中断,而是缓慢下降,这就让用户能够把电池往死里用,即使电池电量已经严重不足了,还硬撑着慢慢往前开,这对电池的伤害是非常大的。结果就是,大多数人每隔两三年就要换一次电池。
而换电池的这里的门道就多了,众所周知,铅酸电池是可以修复的,用户去经销商“以旧换新”,用看似便宜的价格换到了“新的”电池,殊不知这电池大概率是经销商自己修复的,寿命并不如全新电池。这种电池,用户使用了可能一两年,就要重新更换。对于经销商来说,他们完全可以说这是正常的老化,并让用户建立起一种“电瓶车的电池就是要一两年一换”的概念。看,这换电池的生意就可以源源不断了。
如果厂商出了锂离子电池,配合优秀的 BMS 策略,完全可以做到电池终身免更换。好的,电池免更换了,经销商去哪赚换电池的钱?如果你是经销商,你是愿意给消费者推荐铅酸电池的车子呢,还是锂离子电池的车子呢?
电驴厂的销售体系还是太原始,他们高度依赖于当地经销商,而当地经销商也依赖换电池业务获得收入,从这点来看,电驴厂就没有动力去推出锂离子电池的车型。这也就解释了为什么那些更依赖互联网营销的新生厂家如小牛推出的车子主打锂离子电池,而深度依赖传统销售体系的老厂如绿源之类的,不愿意推出锂离子电池的车子了。
再多说几句
如果不打算自己动手,而是买现成的电池包,一定要问商家是否有均衡版,是否是主动均衡(被动均衡的均衡版非常鸡肋,基本等于没均衡)。如有必要,是否可以自主设定充放电保护电压(这对于电池寿命非常重要,使用 20%~80% 的 SOC 区间非常有利于延长电池寿命)。
我之前买了一个电池包,就是因为商家用的是廉价的被动均衡板,而且密封的时候没有控制好湿度,内部出现冷凝水,结果整个电池组的寿命跟铅酸蓄电池差不多,完完全全就是被坑了。建议寻找老店,毕竟他们做多了,收到的用户反馈也多,见过的坑也多,质量会更加稳定。
最后放一个第二次山路测试的完整 BMS 和 GPS 数据录屏,有兴趣的可以观看。